Sometimes the material you're extruding will stick to the nozzle; this phenomenon is called nozzle build-up.

You'll notice nozzle build-up occurring when your material solidifies around the nozzle, at its tip.
If you clean the nozzle with tweezers and let the process run, the issue will most likely occur again after a few minutes.
Nozzle build-up generally means that the nozzle is too cold. This causes the material to partially solidify and stick to the nozzle - especially when the polymer is semi-crystalline or contains fillers.
There are multiple ways to prevent nozzle build-up. Almost all methods aim to keep the temperature in the nozzle high enough, so that no material solidifies around it.
1. Insulation
Because the nozzle is not heated directly, the glass wool must fully insulate the nozzle area. Proper insulation will limit the heat loss in the area from Heater 1 to the nozzle, resulting in a higher nozzle temperature.
- If you happen to change the nozzle, please make sure you properly wrap the glass wool around the knee area.
- The nozzle plate is also crucial and must cover the hole around the nozzle.

2. Parameters
Increasing Heater 1 is always a good choice to prevent nozzle build-up, Heater 1 being the heating element closest to the nozzle. The material flow will be warmer when passing throughout the nozzle - or a least not cooled down -, making it less likely to stick.
Increasing the screw speed (RPM) can also help carry more heat to the tip of the nozzle, giving less time for the material to stagnate and stick. However, this is not systematically a good option. Especially when working with a 2/3mm nozzle, increasing the screw speed too much will create stress on the material, since a lot of it would be forced through a narrow opening. In that case, the material would tend to elastically 'burst' out of the tip more turbulently, possibly sticking to it.
Conclusion: increasing the screw speed by small steps is wiser (typically up to 7-8PRM max for a 4mm nozzle; 6-7RPM max for a 2/3mm nozzle).
3. Fan orientation
Fans are blowing cold air from the room and can therefore extract a lot of heat from the nozzle. Fans should not be aimed directly towards the nozzle.
 Incorrect: fans are asymmetric, blowing on the nozzle, and the small black nozzle plate is missing.
Incorrect: fans are asymmetric, blowing on the nozzle, and the small black nozzle plate is missing. Correct: fans are symmetric, blowing away from nozzle, and the small black nozzle plate is in place.
Correct: fans are symmetric, blowing away from nozzle, and the small black nozzle plate is in place.
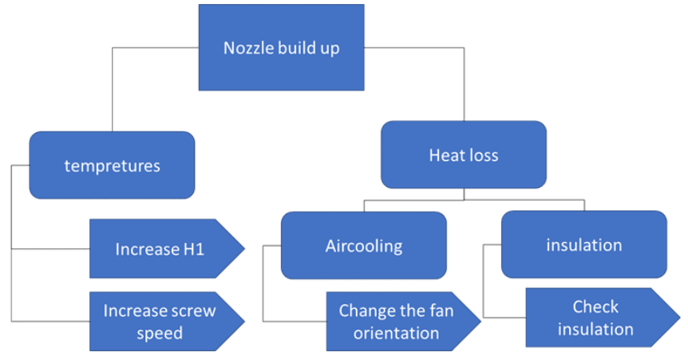
4. Chart with causes and actions