It is quite obvious that filament that contains air bubbles or holes is practically unusable for 3D-printing. It can really mess up the quality of the printed part, and sometimes the filament can even jam the printer, since bubbles in the filament often mean that the diameter is non-uniform and probably out of tolerance (as discussed in the article 'Filament Thickness Deviation').
In this article the possible causes for this problem will be discussed, as well as some possible corrective actions. The most common cause is moisture content (which is discussed in section 4), which can be solved by pre-drying the material before extrusion, but sometimes there is something else going on. In total 5 possible causes will be discussed in this article.
1. Air trapped in the barrel
Air that is trapped in the barrel must be removed prior to the metering zone (last section of extruder where material should be completely melted) or holes will be blown in the extruded filament. Normally air is forced out the feed throat (input opening of the barrel) in flood fed single screw extruders. In twin screw extruders, the air is forced out the feed throat, a side feed extruder, atmospheric vent, or vacuum vent. The last screw flights in the metering zone in either single or twin screw extrusion have to be completely filled with polymer to prevent air from reaching the die/nozzle. With a flood fed single screw extruder (the hopper is just being filled and pellets fall in by gravity, which is the case with the 3devo Filament Maker), the air is forced back through the feed throat by compression and melting in the transition zone (midsection of the screw, around heater 2 and 3). Any air trapped in the metering section (section after the transition section, so around heater 1 and 2) will be forced out the die and blow holes in the final part. Air exiting the die on a flood-fed single screw extruder may be an indication that all the material is not melted in the transition section, allowing non-melted granulate and air to penetrate into the metering zone. This problem can often occur when the granulate already contains air bubbles (Figure 1).

To correct this problem, raise the transitioning zone ( heater 2 and 3) temperature to ensure all melting occurs in the transitioning zone. Trapped air can be more problematic when processing powder compared to pellets. Powder bulk density is lower and introduces more air into the extruder.
2. Polymer thermal degradation
Thermal degradation of the polymer or the used additives in the polymer, generates gas inside the extruder. This causes a lot of trapped bubbles in the filament (this is visible in Figure 2 on the material PET-G), and can even be noticed as some kind of foaming effect (this is visible in Figure 3 on the material PEI). Thermal degradation can occur when a polymer is processed at a too high temperature, or is contained at a high temperature for too long. A good approach to this is to decrease the processing temperatures, or increase the RPM so the materials residence time in the hot barrel is shorter.


3. Resin contamination
Resin contamination can cause a chemical reaction in the extruder that may generate gases. This is easily corrected by properly purging the extruder with (a nonreactive) resin and avoiding or removing any contamination from the product prior to feeding it to the extruder. This often occurs during the transition of two specific materials in the extruder. For example, if Devoclean is used to transition to PEKK extrusion, it may occur that the filament starts to show a lot of bubbles or foam (Figure 4). This usually lasts for around 15 minutes (depending on the material type, viscosity and extruder RPM), before the previous material is purged out and no more gas is generated by the reaction of the two materials mixed together.

4. Moisture content
Moisture content of the polymer or it’s additives is the most common reason for why filament contains bubbles or holes. This is because during the filament extrusion process the moisture content inside the polymer has long reached it’s boiling point and thus creates steam. The produce of this steam is often the cause for bubbles or holes in the extruded filament. To prevent this from happening the polymer must often be pre-dried before starting the extrusion process. Pre-drying can be done using a special resin dryer or a conventional hot air oven, at drying temperatures suitable for the concerning material. These drying temperatures and times can often be found on the technical datasheet of the supplied material. The drying temperatures and times vary a lot depending on the polymer type.
Some polymers are hydrophobic and most others are hygroscopic. Hydrophobic means that the polymer cannot absorb (a significant amount of) moisture. This is because these polymers are non-polar, while water is a highly polar substance which acts like a magnet with a negative and positive pole/end. Materials like Polyethylene (PE) are hydrophobic, and act like placing oil in water. Thus these materials don’t have to be dried at all. Almost all polymers are hygroscopic, which means they can absorb moisture from the atmosphere. The amount of moisture that can be absorbed depends on the chemical composition of the polymer, but also on atmospheric conditions. If the air contains a lot of moisture, a lot of moisture can also be absorbed by the polymer.
This moisture content in hygroscopic polymers can have two different kinds of problems. The first and easiest to recognize is the cosmetic problem, which can be seen as bubbles in the filament (just like in Figure 2, 3 and 4) or splay on the filament. With pre-dried granulate still containing some moisture, or moisture that has condensed on the granulate surface, the moisture may cause surface splay on the extruded part. Splay indicates moisture or gases are present, but their concentration is lower than the critical amount required to blow bubbles in the product (example of splay on filament with the material PA 12 in Figure 5).
Moisture content in hygroscopic polymers can also cause performance problems. Some polymers can enter a chemical reaction inside the extruder with the moisture. This phenomenon is called hydrolysis, which breaks the covalent bonds of the polymer chains which reduces the molecular weight of the polymer and thus also a significant reduction of viscosity and mechanical strength. Table 1 gives a few examples of hydrophobic polymers, hygroscopic polymers, and hygroscopic polymers that can have performance issues when moisture content is too high. Please note that the polymers in this table are polymers without any additives. A polymer which is naturally hydrophobic can become hygroscopic when certain additives are contained.
| Hydrophobic polymers | Hygroscopic polymers that only cause cosmetic issues | Hygroscopic polymers with performance issues |
| PE (LDPE, HDPE) | ABS | PLA |
| PP | SAN | PA (nylon) |
| PS | PMMA | PET |
| PPE+HIPS | PBT | |
| PPS | TPU | |
| POM | PEI |
As mentioned before, table 1 just gives a few examples of hydrophobic and hygroscopic polymers which contain no additives. To know exactly which category covers your polymer, please read the supplied technical datasheet or contact the supplier of the polymer. Every technical datasheet should contain information about drying time and temperature. This information is usually based on the maximum moisture content of the polymer, with which it can still be processed successfully. Hygroscopic polymers which fall under the column of cosmetic concerns generally can be processed successfully if the moisture content is below 0.05 or 0.10%. Polymers under the performance issue category should not exceed a moisture level of 0.02%, and it would be even more optimal if the moisture content is contained below 0.005%.
At the 3devo test lab we always pre-dry hygroscopic materials before trying to make filament out of it. After the pre-drying, we also measure the moisture content in a moisture analyzer machine, to check if the material is dry enough to be processed successfully.
5. Polymer shrinkage on cooling
Polymer shrinkage on cooling can cause holes centered in the filament. Filament sections quenched rapidly after leaving the die form a surface skin. As the material continues to cool, the skin continues to thicken. At a certain point, the molten material inside the thick area cannot pull the solidified outer surface in on the part, but it continues to cool and shrink. Since the outside is solidified, the walls cannot be pulled toward the center. Shrinkage causes the molten material on the inside to shrink toward the outside surface, forming a vacuum void in the center. Potential solutions are to cool the filament more slowly, allowing the outside to shrink toward the center. Figure 6 shows a shrinkage void in an extruded piece of filament. Materials that contain additives such as glass or carbon fibre, tend to have this problem very often because of the rigid structure that is generated by the fibres. Figure 7 gives an example of this event has happened during an extrusion test of carbon fibre infused PEKK, here a cross section of the filament is shown.


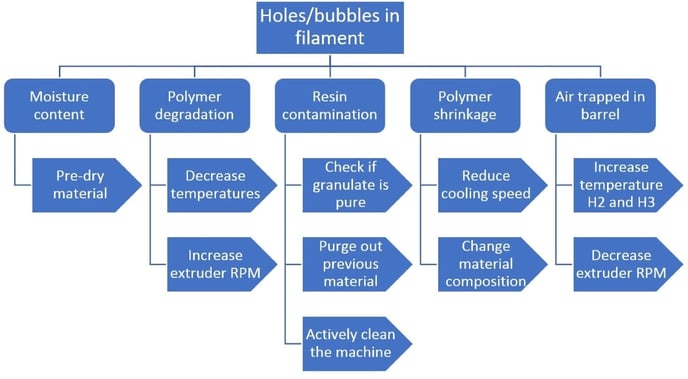
6. Chart with potential causes and corrective actions
Figure 8 shows a summary of all possible causes of bubbles in the filament in one overview.