
What is filament thickness deviation (inconsistency)?
A very common problem during the extrusion of 3D-printing filament, is the variation of the filament thickness or diameter. Of course there will always be some deviation, even store-bought industrial grade filament does not have a perfectly constant diameter. If this deviation of thickness is too great it can cause problems for your 3D-printing quality, since the material input is not constant enough, or the intake mechanism might experience some difficulties. Also the severity of this issue also depends on the type of 3D-printer which is being used, some are less sensitive to a variating filament diameter than others. In this document the possible causes for this filament thickness deviation issue will be discussed, followed by some possible corrective actions.
The Filament Maker currently makes use of a puller mechanism to keep the filament at a constant thickness. In this mechanism the thickness is measured by an optical sensor, called the ‘filament sensor’ (Figure 1). Based on the information about the thickness acquired by this sensor, the puller wheels start to rotate at a higher or lower speed in order to pull the filament to the desired thickness.
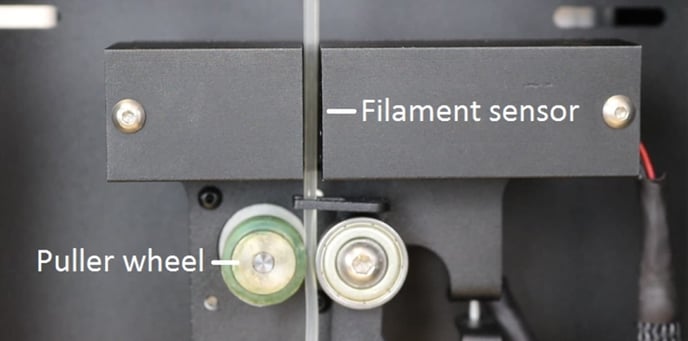 Figure 1: Puller mechanism to keep the diameter as stable as possible
Figure 1: Puller mechanism to keep the diameter as stable as possible
These measurements atake place every second during the extrusion process, and speed ajustments every 20s, to make sure that all extruded filament has the right average thickness. In some cases the extrusion process can become so unstable, that the puller mechanism is unable to properly correct the filament thickness. This filament thickness deviation can be influenced by many factors such as:
- External factors
- Temperature settings
- Extruder RPM
- Polymer degradation
- Material contamination
- Cooling by filament fans
- Winder mechanism
- Dirt in the extruder
- Holes or bubbles in filament
- Material feeding
These points are now explained in detail below.
1. External factors
The first thing to look out for are external factors. In order to keep a constant filament thickness, the machine also has to be placed in a constant environment. A constant environment means a place where factors such as wind and temperature do not change over time.
- Wind can cause unwanted cooling of the machine or the extruded filament. To prevent unwanted cooling of the filament as a result of wind, the door can be closed but there are still openings in the machine where wind can affect the extrusion process. If filament gets cooled down too much right after extrusion, it might become too rigid to easily pull it to the right diameter. This can cause filament thickness deviation as the puller mechanism cannot function properly.
- A highly fluctuating (room) temperature can disrupt the extrusion process. This is because the PID controller (a type of algorithm that controls the heating devices of the machine) calculates how much the heaters should be driven, based on the set temperature and the current temperature. Eventually the PID controller tries to reach a thermal equilibrium, which basically means that the temperatures of the heaters are perfectly in balance and they remain at the set temperatures. In order to keep a constant quality and material flow of the filament, this thermal equilibrium is essential. If the temperature of the machine's environment keeps changing, it will be much harder for the PID controller to reach this thermal equilibrium.
2. Temperature settings
The most important factor when it comes to filament thickness consistency are the temperature settings of the machine. At the same time, this is also the most difficult factor to get right. As also mentioned in this video,
the temperature profile consists of a Feeding, Transitioning and Metering zone, where the material is fed into the extruder, molten down to a liquid, and the liquid is being pressurized and pushed out. Within these three zones, there are four heaters which together control the temperature profile (Figure 2).
 Figure 2: Inside view of the Filament Maker, with heaters and process zones
Figure 2: Inside view of the Filament Maker, with heaters and process zones
The amount of possible temperature profiles for filament extrusion are almost limitless. Given the melting mechanism and the extrusion objectives to melt all the polymer in the transition section, while providing a well-mixed, homogeneous melt in the die at both the correct and constant pressure and temperature required for the material, only a few temperature profiles provide the optimum extruder performance. The temperature profile that works best with a given product and extruder setup depends on the resin type and viscosity, screw design, and the material throughput rate (material flow). Polymer melt temperature is a critical property in controlling the extrusion process and optimizing throughput, while minimizing polymer degradation, based on the screw design limitations.
For now it is very difficult to draw a guideline to get the right temperature settings. The most common temperature setting is an increasing or progressive temperature profile, which increases the temperature across the extruder, with heater 4 having the lowest temperature and heater 1 the highest. This is so the pressure generation will be high, as quite solid material will then be pushing more liquid material out of the extruder. If you are dealing with filament deviation, the first temperatures to experiment with are the temperatures of heater 1 and 4. Also make sure that the material will be fully melted when entering the metering zone of the extruder.
3. Extruder RPM
Another major factor which influences filament thickness consistency is the extruder RPM. The extruder RPM stands for the rounds per minute that the extruder's screw is turning, and therefore defines the output rate of the material. If the RPM is inconsistent, so will the material output rate. If the output rate is very inconsistent, it will be very difficult for the puller mechanism to maintain a consistent filament thickness. Figure 3 shows an example of a data log of a highly fluctuating RPM and a stable RPM, and which effect it has on the filament thickness consistency.
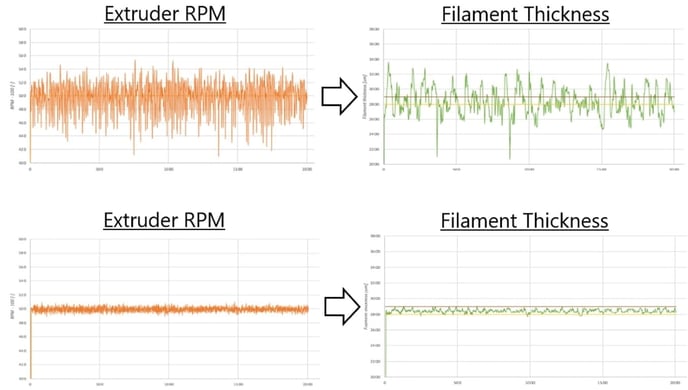 Figure 3: The effect of RPM stability on filament thickness consistency
Figure 3: The effect of RPM stability on filament thickness consistency
RPM inconsistency can be caused by different things, namely;
- Wrong temperature profile;
- Material feeding issues;
- Material contamination;
- Polymer degradation
All the possible causes and corrections of these subjects are discussed in other paragraphs in this document, but if an inconsistent filament thickness is caused by an inconsistent RPM, there is an additional corrective action. This possible corrective action is reducing the RPM. By reducing the RPM, the fluctuations will also be reduced. Relatively the fluctuation will be the same as before, but the amount of fluctuation will be less. This means that the differences in output rate will be smaller, and thus it will be easier for the puller mechanism to maintain a more consistent filament thickness. If the RPM is set too high, not only these fluctuations can occur, but also the possibility that the material has not had enough time to form into a homogenous melt. The materials’ residence time in the extrusion system should be long enough so all the material has been evenly melted. If this is not the case, it can cause filament thickness deviation or the filament is getting a oval shape.
4. Polymer degradation
As discussed in this article, polymer degradation is the change in properties of a polymer under the influence of environmental factors such as heat, oxygen, light or chemicals. As these properties are undergoing changes, it will have a bad influence on the consistency of the filament diameter. This is because of the next few reasons:
- Polymer degradation can cause the melt flow properties to change, which basically means that the viscosity of the material changes (the material becomes either more liquid or the opposite). This can cause variation in filament extrusion/output speed, which makes it difficult for the puller mechanism to pull the filament to the right diameter. This is because the adjustments which are made by the puller control system are based on an expected output rate, which is based on the measurement made by the filament sensor just in the second before the adjustment. If the melt flow properties would change evenly and equally in the filament material, this would not be such a big deal because the puller mechanism adjusts every second, based on measurements by the filament sensor. Unfortunately the process of polymer degradation is very hard to predict and manipulate (this of course differs per material), so the change in properties will practically happen randomly in the material.
Change in melt flow properties doesn’t just have influence on the filament extrusion/output speed, but also on the way it is pulled to the right thickness. If the viscosity along the filament differs, and it is pulled to the right thickness by the puller mechanism, bits with a lower viscosity (more liquid) might stretch more than the bits with a higher viscosity. This can cause the filament thickness to be uneven. Also, if the materials’ viscosity becomes too high, it might even not be possible to pull it to the desired thickness at all. This is basically the same effect as discussed in paragraph 6, ‘Cooling by filament fans’.
- As discussed in this article, polymer degradation can cause bubbles in the filament. Paragraph 9, ‘Holes or bubbles in filament’ explains how this can cause filament deviation.
- Polymer degradation can also make (black) specks appear in the filament (Figure 4). These are bits of carbonized (burnt) polymer. As you can see this distorts the filament thickness consistency.
 Figure 4: Carbonized polymers bits inside PEKK filament
Figure 4: Carbonized polymers bits inside PEKK filament
Polymer degradation can occur when a polymer is processed at a temperature which is too high, or remained at a high temperature for too long. A good approach to this is to decrease the processing temperatures (heater 1,2,3 and 4) or increase the RPM so the materials residence time in the hot barrel is shorter.
5. Material contamination
One of the first things to look out for when dealing with filament deviation, is the pureness of the input material. If somehow dirt (material that is not supposed to be there) enters the machine, this can disrupt the material flow of the machine, but also the quality of the filament. Material contamination can occur in two different forms, namely polymer contamination or non-polymer contamination. Figure 5 shows an example of contaminated PLA granulate, as it contains a granule of the polymer type PEI which accidentally fell in there. Both types of contamination can have three different kinds of effects on the extrusion process;
- The extrusion system gets (partially) blocked;
- The foreign material shows signs of degradation;
- A chemical reaction between the materials occurs
 Figure 5: PEI granule contaminating a batch of PLA
Figure 5: PEI granule contaminating a batch of PLA
5.1 Blockage
A (partial) blockage of the extrusion system can be caused if the contamination has a higher melting temperature which lies above the currently used extrusion temperature. If the material does not melt, it simply gets stuck inside the screw of the machine. If this happens the effect can also be seen on the machines data log, as the motor amperage drastically increases. This is because it takes more force to push the extrusion material through the barrel of the machine, as a hard object is in the way. The result of this (partial) blockage is an inconsistent or sometimes even inexistent material output rate. This makes it quite impossible for the puller mechanism to maintain a consistent filament diameter.
5.2 Degradation
If the contamination has a (much) lower processing temperature, it might occur that the contamination will show signs of degradation. The effects of polymer degradation on filament thickness consistency are discussed in paragraph 4, ‘Polymer Degradation’. If this happened to your machine it is highly recommended to clean the machine,
because if a polymer has shown signs of degradation, there will always be a high probability that degraded particles will remain in the extruder and thus reduces the performance of the machine.
5.3 Chemical reactions
The third possible effect of material contamination is the occurring of a chemical reaction between the contamination material and the extrusion material. A chemical reaction can occur in different forms with different types of effects.
5.3.1 Gas generation
Resin contamination can cause a chemical reaction in the extruder that may generate gases. This is easily corrected by properly purging the extruder with a nonreactive resin and avoiding or removing any contamination from the product prior to feeding it to the extruder. This often occurs during the transition of two specific materials in the extruder. For example, if Devoclean Mid-Temperature of High-Temperature is used to transition to PEKK extrusion (Figure 6), it may occur that the filament starts to show a lot of bubbles or foam. This usually lasts for around 15 minutes (depending on the material type and viscosity), before the previous material is purged out and no more gas is generated by the reaction of the two materials mixed together.
 Figure 6: Foaming as a result of a transition from Devoclean to PEKK
Figure 6: Foaming as a result of a transition from Devoclean to PEKK
5.3.2 Cross-linking
Another possible chemical reaction is polymer cross-linking. Cross-linking is very common in the polymer industry, and often used to make a polymer more rigid, stronger, or thermally stable. The polymer which used to be a thermoplastic will then more show the behavior of a thermoset. For the filament extrusion process this can be a big problem. On the one hand this can reduce the flow ability of the material through the extruder, or make it more difficult to shape it into the right filament thickness after extrusion. On the other hand, the produced filament might be impossible to 3D-print because the melting temperature might have become much higher, or the filament might not even melt at all.
Cross-linking can occur when a polymer reacts with another material or reactant under the influence of pressure, heat, change in pH, or radiation. In the case of extrusion, the polymer will form cross-links under the influence of pressure and heat. Cross-links are small chains which connect polymer chains with each other, so the polymer chains in a material will eventually form into one (or more) large chain(s). In Figure 7 a simple visualization can be seen where polymer chains are all being connected by cross-links.
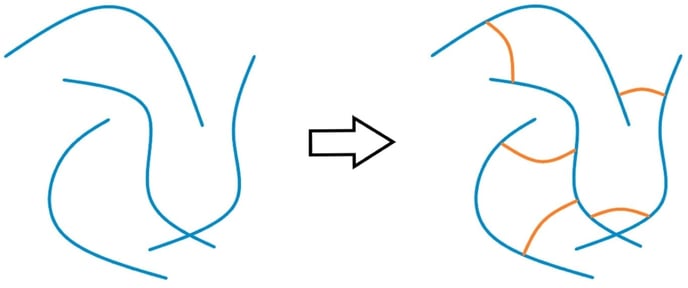 Figure 7: Polymer cross-linking mechanism
Figure 7: Polymer cross-linking mechanism
6. Cooling by filament fans
As also mentioned before in paragraph 1, ‘External factors’, cooling too much has a major negative influence on filament thickness deviation. This is because the filament then becomes too rigid to be able to pull it to the right thickness.
Too much cooling makes filament too rigid and almost impossible to control the diameter, see figure 8. Just the right amount of cooling makes it easier to control the diameter, see figure 9.
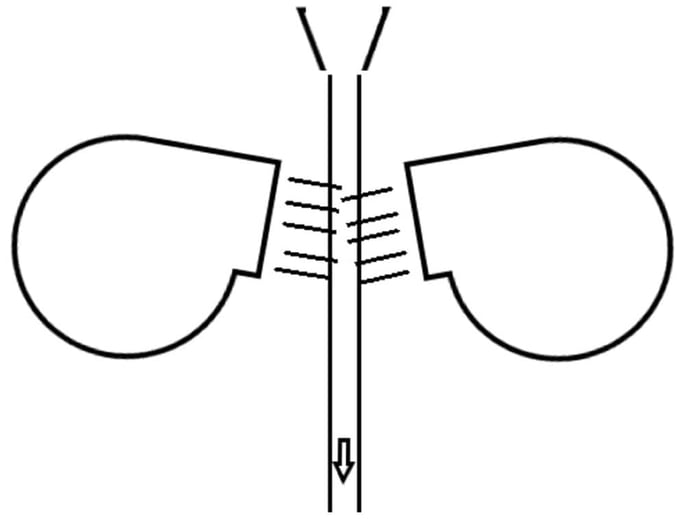 Figure 8: Too much fancooling prevents stretching
Figure 8: Too much fancooling prevents stretching
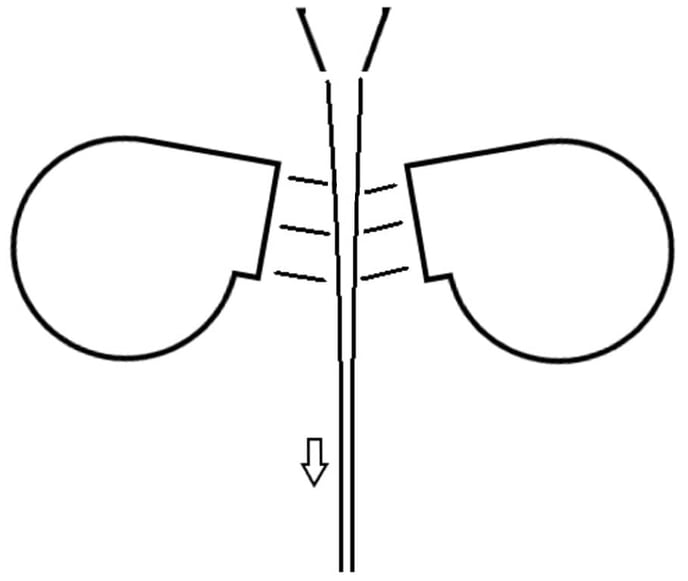 Figure 9: The right amount of cooling makes it easier to control the diameter
Figure 9: The right amount of cooling makes it easier to control the diameter
7. Winder mechanism
The winder mechanism can also have a major influence on the filament thickness if not properly set up. As also mentioned in 'Introduction to using your Filament Maker',
the slipper clutch needs to be adjusted to just keep the right amount of tension in the filament. If the slipper clutch is tightened too much, the tension in the filament will become so high that the winder mechanism starts pulling on the filament instead of just spooling it. If the filament is made out of a material that stays soft/deformable for a relatively long period of time, this pulling force of the winder mechanism will stretch the filament and change its diameter (schematic visualization in figure 10). The problem with this phenomenon is that it is not registered by the filament sensor because it has already passed this point, so it will not be displayed on the machines home screen or data log.
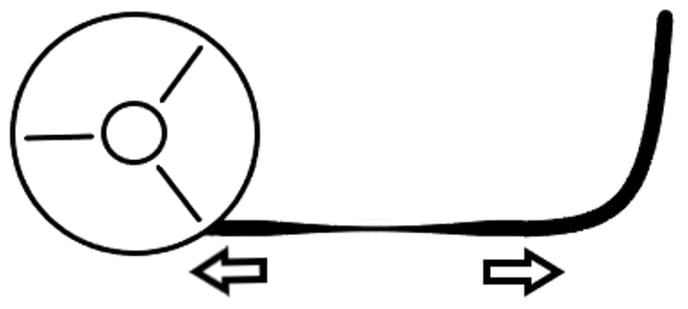 Figure 10: Filament being stretched by excessive winder tension
Figure 10: Filament being stretched by excessive winder tension
If the filament is made out of a material that relatively quickly becomes rigid after passing the machines cooling fans, this pulling force can have a different type of effect. Instead of stretching the filament instantly, it has effect on the machines puller mechanism. The tension in the filament can make the puller wheels slip, and make it nearly impossible for the puller mechanism to adjust the filament to the right thickness. Figure 11 shows the puller slipping effect caused by high winder tension.
 Figure 11: Puller slipping effect caused by excessive winder tension
Figure 11: Puller slipping effect caused by excessive winder tension
8. Dirt in the extruder
Dirt in the extruder (material left behind) can cause material flow issues and an inconsistent material output rate, which can cause filament thickness deviation.
When not properly purged after use, resin might accumulate over time in the extruder’s barrel and screw. This also causes the flow of material to stagnate, and contaminate your filament. The flow of material stagnates because this accumulation of old material, which sticks to the extruder's screw, will block the flow of new material. As a result, even more polymer degradation will occur because the material’s residence time is too long.
That is why it is so important to purge/clean the extruder after every extrusion run. It is very hard to detect if dirt is present inside the extruder. Sometimes there will be black specks visible in the extruded filament, which indicates a dirty extruder. But if dirt is stuck and blocks the flow somehow, the chances that this will become visible are low. It will never harm the machine if the machine is purged/cleaned again according to the ‘Cleaning manual’, if there is the slightest suspicion of a dirty extruder when the material output rate is inconsistent or very low.
9. Holes or bubbles in filament
Many (hygroscopic) polymers need to be pre-dried before extrusion. This is because moisture content can cause certain cosmetic but also performance issues. This subject is also discussed in the article ‘Holes or bubbles in filament’, chapter ‘ Moisture content’.
Holes or bubbles in the filament are cosmetic issues, which in this case aren’t just cosmetic issues. If the extruded filament contains holes or bubbles, it can have a very negative effect on the filament diameter consistency. An example is shown in figure 12, where bubbles cause the filament thickness to be very inconsistent. This is because of the following points:
- Filament output volume is hard to predict, because the amount of bubbles is never 100% consistent across the filament.
- Filament containing air bubbles has a different kind of shrinkage behavior than usual.
 Figure 12: Filament thickness inconsistency as a result of bubble formation
Figure 12: Filament thickness inconsistency as a result of bubble formation
10. Material feeding
During extrusion, the rule of "what comes out also comes in" applies; this means that when no material is entering the Filament maker, no material is extruded. A varying input of material results in varying output, the puller mechanism of the Filament Maker is a reactive system that requires a stable flow of material from the nozzle. Therefore, the input of material has much influence on the final filament deviation. A few phenomena could cause inconsistent feeding of material in the screw and, therefore, generate inconsistent output.
10.1 Cohesive structures
When working with regrinds or powders, cohesive structures may form between the material. There are different types of structures that the material can create. In the figure below, you can see the two most common: bridging and ratholing.

Both structures prevent a stable flow of material from entering the screw, which causes unstable output. You should look out these structures during the extrusion to make sure material is fed continuously into the screw. When the cohesive structures form during the extrusion, it is essential that they are broken down and should be prevented from happening again. To break the cohesive structures, the materials inside the hopper must be moving. While we can fix this by stirring the material, this movement must be continuous to prevent the cohesive structures from forming again. We can fix this by using the feeder; the feeder uses vibratory pulses to ensure a stable flow of material.
10.2 Unsuitable material shape
The material shape must be processable by the filament maker. If the material is not a suitable shape, it can't get between the screw and the barrel, and therefore isn't pushed forward. When a part or all of the material is in a shape that the filament maker can't extrude, it can result in an unstable (or no) material flow. When processing materials in the filament maker, we recommend not using particles larger than 4mm. When the particles are 4mm or lower, they can be easy transported by the screw resulting in a stable flow.
10.3 Clotting of material
In some cases, material in the hopper starts melting, and it begins clotting together. The clotting of the particles causes the material to not be fed into the screw because the combined particle size is over the desired 4mm thickness. To counter the clotting of material in the hopper, decrease the temperature of heater 4. Lowering the temperature will result in a temperature decrease in the hopper, causing the material not to melt too early and thus preventing the clotting.
10.4 Foreign object stuck
Sometimes accidents happen, such as what happened in the case presented in the figure below.

When a foreign material like a piece of metal gets stuck in the screw, it prevents/limits the screw from turning and limits material flow. In some cases, this could also damage the machine. When the foreign object is stuck and can't be manually removed, it is crucial you Contact Support. Furthermore, please read our dedicated article to Foreign Object Removal if you find yourself in such a situation.