1. Definition
Polymer degradation is the change in the properties of a polymer under the influence of environmental factors such as heat, oxygen, light, or chemicals. At a molecular level, degradation often happens via 'chain scission'.
2. Main causes
- in order to degrade, a polymer must spend enough time at a temperature high enough. Degradation kinetics generally involve time and heat (e.g. the longer time a polymer spends at high temperature, the more it degrades).
- moisture can chemically destroy hygroscopic polymers (=polymers that absorb moisture from the air). Solution = dry the material before extrusion according to the manufacturer's recommendations
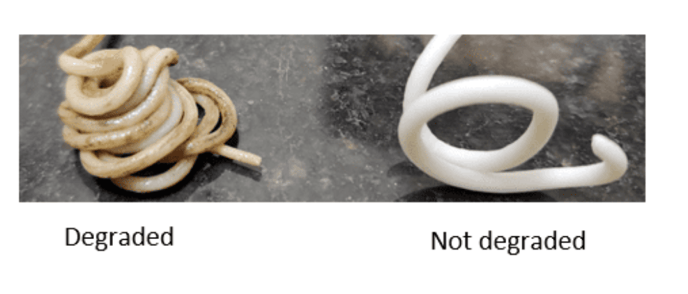
3. Severity levels
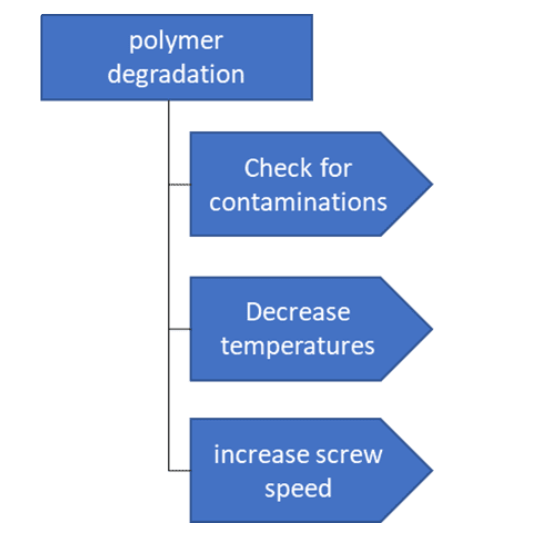
- minor --> the polymer becomes more fluid, making it difficult to control the flow. Solution = decrease temperatures by small steps (typically 5°C every 20min)
- medium --> the polymer 'boils', generating bubbles and making it impossible to produce good filament. Solution = dry the material before extrusion according to the manufacturer's recommendations. If done, decrease temperatures by small steps.
- major --> the polymer essentially burns (yellow/brown discoloration, or even black carbonization). There is a risk of clogging the barrel. Solution = immediately purge the extruder. Then restart the extrusion tests with lower temperatures.
4. Special case: contamination
This typically takes the form of burnt particles that were produced during a previous extrusion session. These particles of burnt polymers got stuck in the barrel, and can suddenly be released and contaminate the new material you are trying to process. Solution
- Purge your Filament Maker at the end of each extrusion session, before stopping the flow.
- When transitioning from one material (A) to another material (B), please always make sure the hopper is completely 100% empty without a ingle particle of A before feeding B.
5. Chart with causes and actions